Newsletter Subscribe
Enter your email address below and subscribe to our newsletter
Enter your email address below and subscribe to our newsletter

向全球傳播台灣豐富的當代工藝
向全球傳播台灣豐富的當代工藝

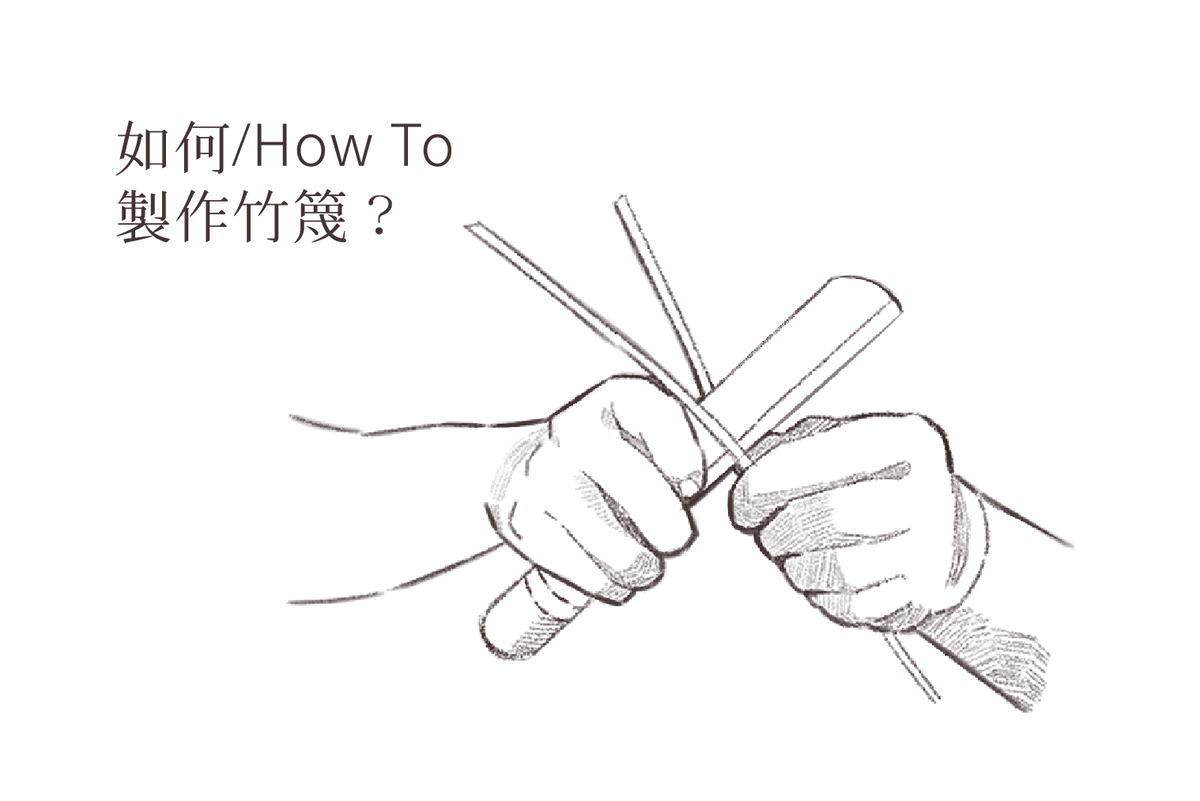
當我們選好適合的竹材並鋸斷竹子,刮去堅硬的竹節之後,就能開始製作竹篾。竹篾製作可分為三個階段:外表處理的「刮青」;剖管成片的「對開」、「等份」、「劈薄」;竹片成形的「定寬」、「定厚」、「倒角」。




製作竹篾的第一步,是刮去有斑有垢、質地不一的青色外皮。做法是由上至下。在透過竹青刮刀的反覆過程,露出自然光滑的竹子纖維,才能夠成為剖管成片的原材料。

刮去青皮後的竹管,順著中心線的方向縱切,劈成二半。對開的時候,要將劈蔑刀的刀柄靠緊竹管,為了產生施力點,右手握刀,左腳下踩刀背,劈蔑刀與竹管呈現垂直,沿著竹面轉動刀柄,竹管就能均勻開裂。

等份,就是平均分配竹子的寬度。

在劈薄的時候,最外層叫竹皮、內層為竹肉、中間稱竹黃,而需要根據厚薄,決定劈薄的次數,大約二到三刀。

剖管成片之後,手工會影響竹篾的差距,在經過定寬、定厚的修整,竹篾的差距會因此縮小,讓每條竹篾更加一致。

定厚與定寬的邏輯相同,這裡使用定厚台,透過螺絲決定厚度。做法是沿著竹篾的平面,小心地把過厚的竹面修掉,達到一致厚度,又稱修厚。

倒角,簡單來說,就是把劍門刀的尖角部位呈現兩個倒角。與定寬、定厚的做法相同,一手拉竹篾、一手壓竹篾,把竹篾邊緣削成圓角,目的是摸起來不能刮傷手是精緻竹篾的最後一步。

 以上圖片、插畫、文字為極誌文化版權所有,若有商業授權需求請寄信至極誌文化洽詢。
以上圖片、插畫、文字為極誌文化版權所有,若有商業授權需求請寄信至極誌文化洽詢。